La fonderie sous pression est utilisée pour mouler des pièces en alliage de métaux non-ferreux. C’est une technologie utilisée pour fabriquer des petites pièces complexes en très grandes séries.
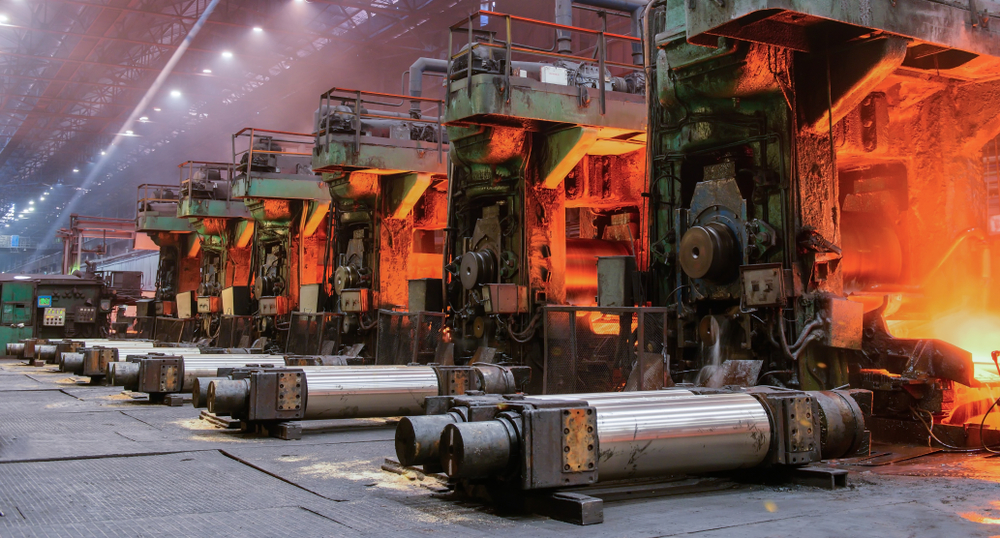
Le secteur de la fonderie sous-pression est automatisé au maximum, afin de répondre à une demande constante et élevée des secteurs automobile, du bâtiment et de l’électroménager.
Le type d’alliage utilisé en fonderie sous pression
La fonderie sous pression implique une phase de transformation des métaux. Ceux-ci sont injectés sous forme d’alliage liquide, pour fabriquer des pièces destinées à différents secteurs. Les alliages les plus utilisés sont :
- L’aluminium, qui permet de supporter des températures de fonctionnement plus élevées que les autres alliages. Il permet de fabriquer des blocs moteurs, c’est un alliage reconnu dans le secteur de la pièce auto ;
- Le magnésium est totalement recyclable et convoité pour sa légèreté. C’est un matériau bouclier contre les ondes électromagnétique et radioélectrique. Il est très utilisé pour fabriquer des armatures de volants dans le secteur automobile ;
- Les alliages de zinc ont pour atout une résistance très élevée et une forte durabilité. Ils sont utilisés dans des secteurs très différents, le luxe, l’électronique, etc ;
- Les alliages de plomb sont utilisés dans le secteur de la pêche, la radioprotection ;
- Les métaux cuivreux comprenant des alliages où le cuivre est majoritaire comme le laiton, sont utilisés pour les boîtes de vitesse automobile ou dans le secteur médical.
La fonderie sous-pression est entièrement automatisée pour réaliser des pièces en grandes série. Le processus propulse un alliage liquide à très grande vitesse dans un moule, et lui impose une forte pression grâce à un piston. La pièce se solidifie sous pression, et gagne en performance mécanique après solidification.
Ce processus est complexe, et comporte plusieurs phases.
Les grandes étapes de fonderie sous pression
La fonderie sous-pression s’effectue avec des presses d’injection d’une capacité de quelques tonnes à plusieurs milliers de tonnes ! Pour alimenter les presses, deux combustibles sont combinés selon les applications :
- Le groupe hydraulique permet à la machine d’effectuer les opérations lentes. Le piston s’active ainsi à faible vitesse, l’ouverture et la fermeture de la presse également ;
- Une bouteille d’azote est transformée en combustible par un accumulateur. Cette énergie donne l‘impulsion nécessaire au vérin surpresseur pour atteindre immédiatement une vitesse très élevée et maintenir la compression de l’alliage dans le moule en acier.
La première étape consiste à remplir un conteneur avec un alliage liquide.
Un piston d’injection pousse lentement l’alliage dans le conteneur, réduisant l’espace vide, et permettant à l’alliage de monter progressivement dans l’empreinte du moule.
Le piston projette alors le métal à grande vitesse, ce qui permet de remplir complètement les cavités du moule. Une forte pression est appliquée pendant la phase de solidification, de l’ordre de 80 à 100 MPa.
Pour supporter de telles pressions, les éléments composant une presse doivent être extrêmement résistants. Le moule d’injection est une pièce sophistiquée et coûteuse. La rentabilité d’un seul moule nécessite l’injection minimale de 20 à 40 000 pièces, ce qui est parfaitement adapté au secteur automobile et à la grande série. Ce moule contient une partie fixe, et une partie amovible, qui permet de fermer le moule puis de libérer la pièce moulée. Il peut être constitué de plusieurs empreintes, et de noyaux pour élaborer des pièces creuses. Le moule est fabriqué en acier, traité thermiquement.
Il existe deux types de chambres utilisée selon la nature de l’alliage :
- La fonderie sous pression à chambre froide, adaptée à l’aluminium, qui possède une température de fusion élevée, qui érode plus facilement les éléments de la presse à injection ;
- La fonderie sous pression à chambre chaude, utilisée pour les alliages à bas point de fusion. Les alliages cuivreux, contenant du magnésium, du zinc, sont moins abrasifs au contact des parois des éléments de la presse.
Lorsque la grappe est solidifiée, le moule s’ouvre, et la pièce reste collée sur le piston amovible. Le bras préhenseur saisit la grappe, qui est poussée hors du moule amovible par des pistons. Lorsque la grappe est totalement hors du moule, celui-ci est refroidi et lubrifié grâce à une opération de poteyage.
Les pièces neat-net-shape
La fonderie sous pression facilite la fabrication de pièces near-net-shape en grande série.
Les produits finis sortant des presses à injection ne nécessitent pas d’étapes d’usinage pour rectifier les pièces, ce qui allège considérablement les phases de production.
Toutefois, sachez que la fonderie sous pression peut altérer les éléments internes des pièces moulées à cause de la perméabilité aux gazs coincés lors du remplissage du moule. Enfin, la diversité des alliages est très réduite par rapport à d’autres procédés de fonderie.